
加工技術
プレス加工・板金加工・溶接を組み合わせた、
四つの加工技術で、あらゆる金属加工に対応します。
四つの加工技術
弊社は、プレス加工を基幹技術としながら、抜き加工・NCベンダー・スポット溶接の4つの加工技術を一貫体制で提供しています。下のカードをクリックすると、各加工の詳細をご覧いただけます。
プレス加工
平板の金属を金型で剪断・曲げ・絞り成形する基幹技術。順送型から単発金型まで、コストと数量に合わせて使い分けます。
詳細を見る ―抜き(剪断)加工
板金に穴あけ・切かき・切断を施す技術。専用金型不要での対応も可能で、試作・小ロットに最適です。
詳細を見る ―NCベンダー(曲げ加工)
プレス後の素材を立体成形する曲げ加工。アマダ製60t・40tの2台体制で、複雑形状にも対応します。
詳細を見る ―スポット溶接
2枚の薄鋼板を電極で挟み、抵抗熱で接合する技術。箱組立やナット接合に最適です。
詳細を見る ―プレス加工

プレス加工は、金型を使って平板の金属を剪断・曲げ・絞り成形する技術です。同じ形状の部品を大量に、高精度・低コストで生産できることが最大の特長。自動車部品から家電、産業機器の構成部品まで、製造業のあらゆる分野で使われています。
弊社では、80t・45t・40tの3台のプレス機を保有しており、小〜中型の部品を中心に、試作1個から量産1万個まで柔軟に対応可能です。
対応素材
加工の流れ
図面確認
図面と仕様を確認し、最適な加工方法を検討
金型選定
順送型・単発型から最適な金型を選定または製作
材料準備
指定された素材・板厚で材料を調達・切断
プレス成形
プレス機で剪断・曲げ・絞り成形を実施
検品・出荷
寸法・外観を検査し、梱包の上出荷
保有機械
抜き(剪断)加工

抜き(剪断)加工は、板状の金属に穴あけ・切かき・切断を施し、希望の形状に加工する技術です。プレス加工の中でも、形状を「打ち抜く」工程を指します。
弊社の強みは、単発金型の組み合わせで、専用金型を作らずに多様な形状に対応できる点です。試作・小ロットの段階で「金型費用が見合わない」という課題を持つお客様に最適な選択肢を提供します。
対応形状
加工の流れ
図面確認
穴位置・寸法・公差を確認
金型選定
既存単発金型の組合せを検討
材料切断
シャーリングで素材を切断
打ち抜き
プレス機で剪断加工を実施
検品・出荷
寸法精度を確認し出荷
保有機械
NCベンダー(曲げ加工)
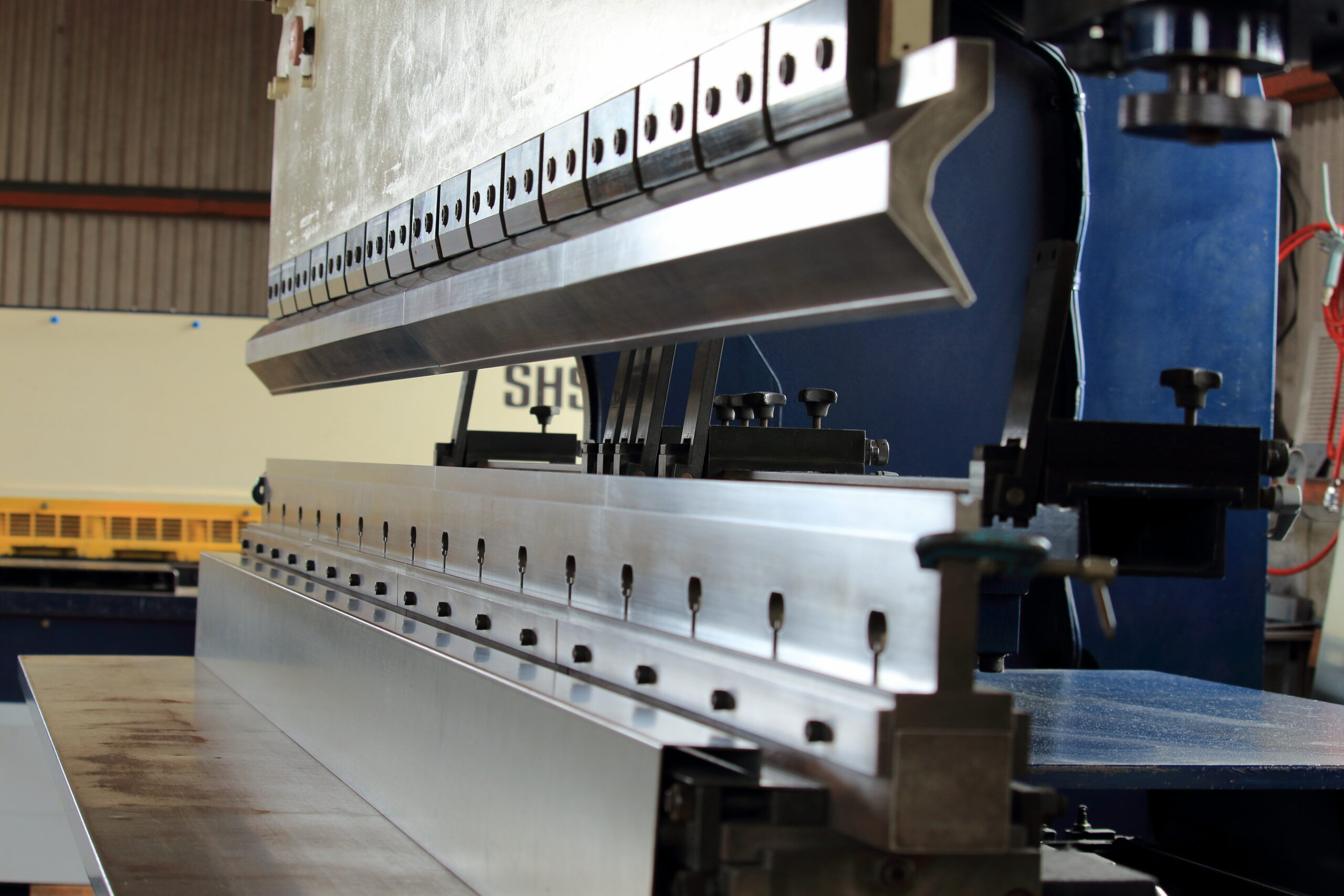
NCベンダー(プレスブレーキ)は、板金をV字型の金型で挟み込み、希望の角度に折り曲げる加工です。プレス加工で打ち抜いた平板を立体形状にする工程で使われます。
弊社では多種多様な金型を保有しており、各種素材・板厚・複雑形状に対応可能。アマダ製60t・40tの2台体制で、安定した生産能力を確保しています。R曲げや特殊な角度の曲げにも対応します。
対応加工
加工の流れ
図面確認
曲げ位置・角度・R寸法を確認
プログラム作成
NCデータを入力
金型選定
板厚と形状に応じた金型を選定
曲げ加工
NCベンダーで順次曲げを実施
検品・出荷
角度・寸法を測定し出荷
保有機械
スポット溶接

スポット溶接は、2枚以上の薄板を上下の電極で挟み込み、加圧しながら電流を流すことで発生する抵抗熱で局所的に金属を溶融・接合する加工です。
弊社では、プレス・曲げ加工後の組立工程でスポット溶接を活用しています。ボックス状の製品の組立や、ナット・スタッドの取付に最適。板厚が薄くタップ加工が困難なケースでも、しっかりとした接合強度を実現します。
対応用途
加工の流れ
図面確認
溶接位置・打点数を確認
条件設定
電流値・加圧・通電時間を調整
位置決め
治具で部品を正確に位置合わせ
スポット溶接
電極で挟み、通電して接合
検品・出荷
接合強度を確認し出荷